
Cold Heading Dies
Dies for fasteners are important working components for fasteners industries to produce screws, bolts, nuts, etc. All types of cold heading die, header punches and thread rolling dies are offered for production in accordance with customer drawings from high-quality tungsten carbides and steel, with the use of coatings on working surfaces.
Our ability to produce many standard and custom dies for fasteners – whether you need cold heading dies, punches, flat/cylindrical thread rolling dies, ejector pins, or cutting dies, means we can help your fastener manufacturing process run smoothly.
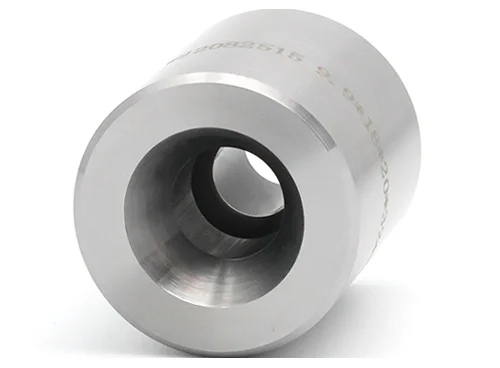
Cold heading dies also called tungsten carbide punching, cold forming dies, or heading dies. It is compressed by powder metallurgy, with high hardness, high-strength cemented carbide dies, as an important working component of cold heading machine, completes punching, bending, stretching, etc., and is widely used in the field of production and processing.
Grade:
| Grade | WC+Other(±0.5%) | Co(±0.5%) | Grain Size | Density(g/cm3)±0.1 | Hardness(HRA)±0.5 | TRS(kgf/mm2) | Microstructure |
| ISO 3369 | ISO 3738 | ISO 3327 | |||||
| KG5 | 88 | 12 | Medium | 14.31 | 88.3 | 340 |  |
| ST1 | 80 | 20 | Medium | 13.4 | 85.1 | 251 |  |
| ST6 | 85 | 15 | Coarse | 13.8 | 86 | 270 |  |
| ST7 | 80 | 20 | Coarse | 13.4 | 85.3 | 270 |  |
| VA80 | 80 | 20 | Coarse | 13.58 | 84 | 280 |  |
| VA90 | 78 | 22 | Coarse | 13.39 | 82.5 | 240 |  |
Application:
Cold heading dies are widely used in cold heading equipment for the production of self-tapping screws, bolts, nuts, rivets, etc.
 |
 |
Cold Heading Processing:
Extrusion

Upsetting

Trimming

Hole Punching

PDF Download:
 Tungsten Carbide Cold Heading Dies Products
Tungsten Carbide Cold Heading Dies Products
The punch is a closing element with the help of which the head and working profile to be used for marking, stamping, and extrusion of materials such as heading slots of screw fasteners, bolts, nuts and parts in the hardware industry.
Features:
- Long tool life and high wear resistance creates added value and contributes to production savings.
- High stability and excellent mechanical strength to work in high power loads.
- Precision and quality of tool manufacturing improves tool functionality, increases productivity and reduces tool changeover times.
Type of punches:
First Punch for Screws and Self-tapping Screws
The preliminary punch is used to push the cut workpiece into the substrate in preparation for the final upset workpiece. The role of the first punch is to form a conical set of metal in the die, while the main task is to prefill the head before it is formed.
Second Punches for Screws and Self-tapping Screws
Now a variety of types of heading slots of screw header punches are available in UKO: such as ISO, JIS, ANSI, DIN with various types of screw recess like Phillips, Pozi, Slotted, Combination, Hexagon, Socket, Square, 6 Lobe or special specifications for customized design.


In addition to the uncoated second punch, the manufacturer of screw header punches applies Titanium coating to improve tool performance (gold coated one for good resistance to wear and corrosion) and increase tool life (black-coated one).
Hexagon Punches:
Materials: High-speed steel, or Carbide
Grade:SKH9, SKH55, SKH59, M2, M35, M42
Coating: TIN, TIALN, or TICN
Hex Punch processing range M2~M36
12-Point Punches:
Materials: High-speed steel, or Carbide
Grade:SKH9, SKH55, SKH59, M2, M35, M42
Coating: TIN, TIALN or TICN
12-lobes processing range T All series
Six-Lobe Punches:
Materials: High-speed steel, or Carbide
Grade:SKH9, SKH55, SKH59, M2, M35, M42
Coating: TIN, TIALN or TICN
6-lobes processing range T All series
Special Punches:
Materials: High-speed steel, or Carbide
Grade:SKH9, SKH55, SKH59, M2, M35, M42
Coating: TIN, TIALN, or TICN
Special designs available in the shortest possible time

PDF Download:
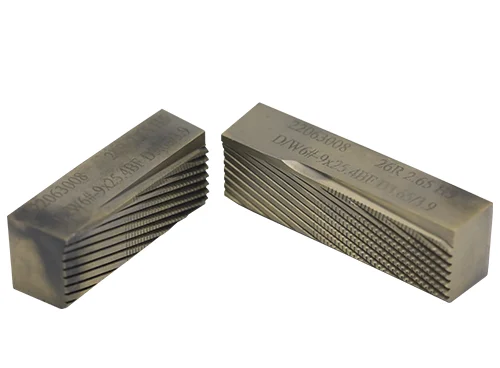
Flat Dies (Flat thread-rolling dies) are used for the manufacture of metric and inch threads in structural steel products, such as bolts, self-tapping screws, and screws. The flat dies system has two die flats (a stationary die and a moving die), the bottom one is held stationary and the other slides. The workpiece is placed on one end of the stationary die then the moving die slides over the workpiece, which causes the workpiece to roll off the stationary lower die in a finished form.
Flat thread rolling dies are available in various thread forms such as ANSI, BS, DIN, JIS, etc. It can be offered with or without holding angles. Flat dies produce external threads by the process of cold forming, utilizing one stationary and one moving die to form the threads.
Materials mainly included Cr12MoV, DC53 and high speed tool steel. Threads are made by rolling, grinding or milling. Flat thread rolling dies with precision class 1, 2 or 3 can be manufactured.
Flat thread rolling dies are produced with excellent heat treatment and are truly durable. The hardness of the die after heat treatment is 63HRC. Under normal operating conditions, the average service life of one set of flat dies exceeds 2 million pieces.
Type of Flat Dies
- Single face dies

- Duplex face dies


We are able to design tools and accessories according to the finished product drawings and technical requirements. It is necessary to specify the model of the machine, the material of the dies, the dimensions of the dies, the diameter of the wire, the dimensions of the product, the accuracy and pitch of the thread, the metric and inch specification of the thread, the shape of the outer surface of the dies (round, square, hexagonal, prismatic), the dimensions S, H, L1, L2 and the number of sets to be purchased.
| Machine type | S | H | L1 | L2 |
| (die width) | (die height) | (fixed length) | (adjustable length) | |
| Machine No. 0 | 19 | 25 | 51 | 64 |
| Machine No. 3/16 | 25 | 25/40/45/53 | 75 | 90 |
| Machine No. 1/4 | 25 | 25/40/55/65/80/105 | 100 | 115 |
| Machine No. 5/16 | 25 | 25/40/55/65/80/105 | 127 | 140 |
| Machine No. 3/8 | 25 | 25/40/55/65/80/105 | 150 | 165 |
| Machine No. 1/2 | 35 | 55/80/105/125/150 | 190 | 215 |
| Machine No. 3/4 | 38 | 55/80/105/125/150 | 230 | 265 |
| Machine No. 003 | 15 | 20 | 45 | 55 |
| Machine No. 004 | 20 | 25 | 65 | 80 |
| Machine No. 4R | 20 | 25/30/35/40 | 65 | 75 |
| Machine No. 6R | 25 | 25/30/40/55/65 | 90 | 105 |
| Machine No. 8R | 25 | 25/30/40/55/65/80/105 | 108 | 127 |
| Machine No. 250 | 25 | 25/40/55 | 110 | 125 |
| Machine No. DR125 | 20.8 | 25/40/55 | 73.3 | 86.2 |
| Machine No. DR200 | 20.8 | 25/40/53/65/80 | 92.3 | 105.2 gradient 5º |
| Machine No. DR250 | 23.8 | 25/40/54/65/80/105 | 112.1 | 131.2 gradient 5º |
Application:
UKO flat thread rolling die is used for processing external threads for bolts, self-tapping screws, wood screws, drywall screws, machine screws, etc.

UKO Cylindrical Thread Rolling Dies are made of the highest quality materials. Manufactured to exacting standards, we can offer standard and customized thread rolling dies for in-feed and through-feed applications. Thread forms are precision ground and dies are produced to fit most types of circular screw bolts thread rolling machine.
Features:
- Made of selected tool steel Cr12MoV, high hardness and wear-resistance for a long lifespan.
- Uniform accurate threads for meeting precision threading demands.
- Smooth surface to produce a better thread.
- Easy installation and reduced setup time for higher production rates.
- Supplying dies for ALONSO, CAMPORESI, ESCOFIER, GROB, IZPE, MAGNAGHI, MAPRE, ORT, FRITZ WERNER, SENY, TESKER, TSUGAMI, YIEH CHEN, etc. thread rolling dies.
- Regrinding service is available.

| M/C MODEL | øA MAX | B | øC | RECOMMENDED WIDTH | NO. PER SET |
| ALONSO P10 | 170mm | 12mm | 54mm | 90mm max. | 2 |
| ALONSO P15 | 170mm | 12mm | 54mm | 130mm max. | 2 |
| ALONSO P25 | 195mm | 12.7mm | 69.85mm | 220mm max. | 2 |
| ALONSO P25 AUTO | 195mm | 12.7mm | 69.85mm | 220mm max. | 2 |
| CAMPORESI RB7 | 120mm | 8mm | 28mm | 60mm max. | 2 |
| ESCOFIER H12 | 170mm | 12mm | 54mm | 130mm max. | 2 |
| ESCOFIER H24 | 220mm | 12.7mm | 69.85mm | 160mm max. | 2 |
| ESCOFIER H30 | 220mm | 12.7mm | 69.85mm | 260mm max. | 2 |
| ESCOFIER H80 | 300mm | 32mm | 120mm | 300mm max. | 2 |
| GROB RM28X | 80mm | 6mm | 28mm | 70mm max. | 2 |
| GROB RM54A | 150mm | 12mm | 54mm | 160mm max. | 2 |
| IZPE RSC300 | 160mm | 12mm | 54mm | 120mm max. | 2 |
| IZPE RSC300H | 220mm | 12mm | 54mm | 200mm max. | 2 |
| MAGNAGHI T12 | 175mm | 12mm | 54mm | 200 mm | 2 |
| MAGNAGHI T30 | 215mm | 12.7mm | 69.85mm | 280mm | 2 |
| MAPRE 2B | 110mm | 12mm | 54mm | 130mm max. | 2 |
| MAPRE 3B | 190.5mm | 12.7mm | 69.85mm | 150mm max. | 2 |
| ORT ITALIA 18B | 185mm | 12mm | 54mm | 150mm max. | 2 |
| ORT ITALIA 3RP15 | 175mm | 12mm | 40mm | 80mm max. | 2 |
| ORT ITALIA 3RP42 | 215mm | 16mm | 69.85mm | 150mm max. | 2 |
| ORT ITALIA 3RP8 | 80mm | 6mm | 28mm | 150mm max. | 2 |
| PEE WEE P5 | 120mm | 10mm | 40mm | 38mm max. | 2 |
| PEE WEE P12 | 152.4mm | 12mm | 54mm | 130mm max. | 2 |
| PEE WEE P20 | 195mm | 12mm | 54mm | 160mm max. | 2 |
| SENY D25 | 125mm | 12mm | 40mm | 50mm max. | 2 |
| SENY D30 | 100mm | 12mm | 40mm | 50mm max. | 2 |
| SENY D44H | 120mm | 12mm | 40mm | 80mm max. | 2 |
| SENY D40H | 120mm | 12mm | 40mm | 70mm max. | 2 |
| SENY D50H | 170mm | 12mm | 54mm | 100mm max. | 2 |
| SENY D75B | 170mm | 12mm | 54mm | 160mm max. | 2 |
| G07 THOMMEN | 95mm | 6mm | 28mm | 55mm max. | 2 |
| G15 THOMMEN | 150mm | 12mm | 54mm | 130mm max. | 2 |
| G17 THOMMEN | 148mm | 12mm | 54mm | 130mm max. | 3 |
| TESKER 200 | 127mm | Various | Various | 82.6mm max. | 2 |
| TESKER 215 | 152.4mm | Various | Various | 114.3mm max. | 2 |
| TESKER 320 | 203.2mm | Various | Various | 139.7mm max. | 2 |
| TESKER 635 | 254mm | Various | Various | 203.2mm max. | 2 |
| TSUGAMI T15 | 180mm | 12mm | 54mm | 150mm max. | 2 |
| TSUGAMI T25D | 210mm | 18mm | 85mm | 300mm max. | 2 |
| YIEH CHEN 30A | 80mm | 25.4mm | 6.35mm | 40mm max. | 3 |
| YIEH CHEN 60A/AP | 140mm | 40mm | 12mm | 50mm max. | 3 |
| YIEH CHEN 420 | 150mm | 54mm | 12mm | 80mm max. | 2 |
| YIEH CHEN 530 | 180mm | 54mm | 12mm | 150mm max. | 2 |
Application:
Type of thread being rolled – UNC, UNF, BSW, metric thread, ACME, ball screw thread, pipe thread.

Trouble Shooting:
| Problems | Reasons | Solutions |
| Slivers or flakes | Dies not in match | Resynchronize rolls |
| Center line of rolls not parallel with center line of work | Check slide for alignment | |
| Deep cross-nicking on dies | Check slide gib and springs. Tighten adapter if used. | |
| Feed rate too slow, causing rolls to slip on work | Increase rate of penetration | |
| Rough finish on blank | Regrind tooling | |
| Machine and dies too large and clumsy for the job | Use correct rolls for job | |
| Overfilling dies | Reduce blank diameter | |
| Material not adaptable to cold-working | Change material. Check with material supplier. | |
| Seamy stock | Not suitable for roll threading | |
| Poor finish on thread | Corresponding poor finish on the dies | Replace rolls |
| Dies that are worn out or broken | Replace rolls | |
| Dies not in match | Resynchronize rolls | |
| Chips, from other operations, between rolls and work. | Make sure a good jet of clean oil is reaching rolling position. | |
| Material accumulated in threads on roll | Replace rolls if material cannot be removed. | |
| Material not ductile enough for coldworking | Change material | |
| Split thread | Seamy stock | Change stock |
| Dies too short for the job | Replace rolls | |
| Drunken Threads | Rolls not in match | Resynchronize rolls |
| Center line of rolls not parallel with center line of work | Check slide for alignment | |
| Inaccurate rolls | Replace rolls | |
| Work bending during rolling. | Support part during rolling operation or slow down penetration rate if possible |
Related products





Related PDF Download
Heading is a processing method that uses forging machinery to apply pressure to metal blanks to produce plastic deformation to obtain forgings with certain mechanical properties, certain shapes and sizes. Forging (forging and stamping) is one of the two major components.
Forging can eliminate defects such as loose as-cast during the smelting process and optimize the microstructure. At the same time, due to the preservation of complete metal flow lines, the mechanical properties of forgings are generally better than castings of the same material. For the important parts of related machinery with high load and severe working conditions, forgings are mostly used except for simpler shapes that can be rolled, profiles or welded parts.
Manufacturing Method of Cold Heading Dies
Cold Heading Dies and processing method, which includes a core, a molded sleeve, a screw sleeve, and an ejector rod. The core includes a core head, a cushion block, a core-forming part, and a core tail. Each part of the core is provided with a through-hole.
This cold heading mold core is installed in the core through an interference fit. When the core is installed, the core and the mold sleeve must be installed with good concentricity. If the concentricity between the core and the mold sleeve is large, The deviation will affect the quality of cold heading products on the one hand and the service life of the core and the sleeve on the other.
In addition, because the mold core is a wearing part, it needs to use a large thrust to withdraw the mold core from the mold sleeve after large wear of the mold core and then replace the mold core again.
Due to the interference fit between the mold core and the mold sleeve, it is also easy to cause damage to the mold sleeve during the replacement process, affecting the assembly accuracy and actual service life between the mold core and the mold sleeve.
How Long Is the Service Life of Cold Heading Dies?
How long the cold heading dies can be used depends on whether the material used in the mold is good or bad, whether the mold structure is reasonable or not, and the strength of the processed material.
If it is non-ferrous metal materials such as copper and aluminum, the service life of the mold will be much longer, if it is iron material, the service life of the mold will be much shorter.
How to Choose the Grade of Hard Alloy Cold Heading Die?
- How to choose the brand of hard alloy cold heading die reasonably?Under the wear-resistant working conditions of hard alloy cold heading die under impact or strong impact, the commonality is that the hard alloy has good impact toughness, fracture toughness, fatigue strength, bending strength and good wear resistance. Usually, medium, high cobalt and medium and coarse grain alloy grades are used, such as YG15C, YG20C, YG25C and other grades.Generally speaking, the relationship between wear resistance and toughness of cemented carbide is contradictory: the increase in wear resistance will lead to a decrease in toughness, and the increase in toughness will inevitably lead to a decrease in wear resistance. Therefore, when choosing the alloy grade of Jinboshi cold heading die, it is necessary to meet the specific requirements according to the processing object and processing working conditions.If the selected brand is prone to cracking and damage early in use, a brand with higher toughness should be selected; if the selected brand is prone to early wear and damage during use, a brand with higher hardness and better wear resistance should be used . The following grades: YG15C, YG18C, YG20C, YG22C, YG25C from left to right, the hardness is reduced, the wear resistance is reduced, and the toughness is improved; otherwise, the opposite is true.
- The requirements of the hard alloy cold heading die on the equipment.Attention should be paid to the cold heading mold during use:a. The stamping machinery should be in good working condition;
b. The matching seat of the mold support should not be scratched or tilted;
c. The working end faces of the female mold and the punch should be balanced;
d. When adjusting the equipment, it is not allowed to hit the carbide die with an punch;
e. When cold heading die or extrusion die works, it is better to use proper lubricant.
3. The requirements of the hard alloy cold heading die for the processed parts
The surface of the processed material of cemented carbide round rods should be smooth and free from defects such as scale, cracks and scratches. The material with high surface quality is not easy to break during cold heading, and it is not easy to scratch the mold. The surface quality of the parts is good.
In the standard parts industry, tungsten carbide cold heading dies to need to under great unit pressure in cold upsetting deformation process, when a large degree of deformation and material hardness, units of pressure up to 2000MPa more.
At the same time the metal flow intense, thus requiring tungsten carbide cold heading dies to have high strength, high hardness, and good fatigue resistance, in order to ensure the cold heading dies under high pressure without breaking, deformation, and wear resistance. Tungsten carbide cold heading dies raw material is produced by powder metallurgy composite materials, which have high hardness, wear resistance, life is several times and several hundred times than ordinary cold heading die.
With carbide manufacturing standard tungsten carbide cold heading die, not only have high dimensional accuracy of parts but also greatly improve the life of the cold heading die, can create good economic and social benefits.
Latest blog



