Fast Feed Milling Inserts
Carbide Inserts are used to complex machineing, Fast feed milling is an advanced milling method designed to increase milling efficiency, that is, to increase metal removal rates. Compared to conventional milling tools, fast-feed inserts have a smaller entering angle and can machine two to three times faster than conventional milling methods.
Description
The improvement of production efficiency and the reduction of production costs is one of the important goals of intelligent manufacturing. In order to achieve this goal, it is necessary to optimize all aspects of the manufacturing industry. In this process, technology has been continuously innovated, and new processing technologies and processing ideas have emerged one after another. The invention of the fast-feed blade was born to achieve this goal.
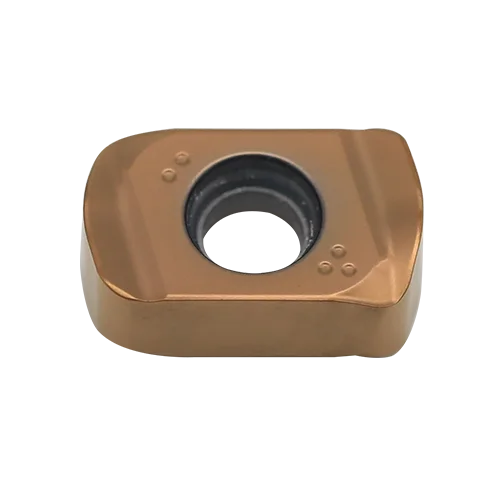
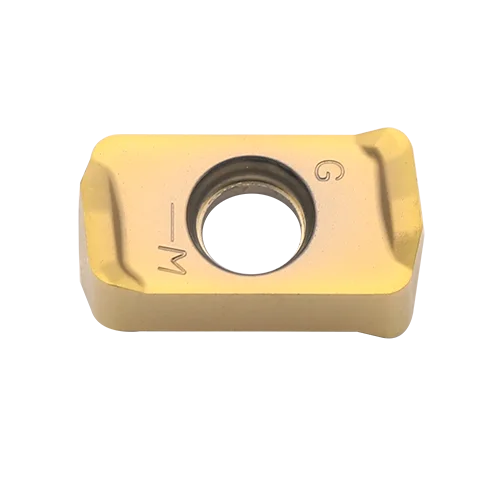
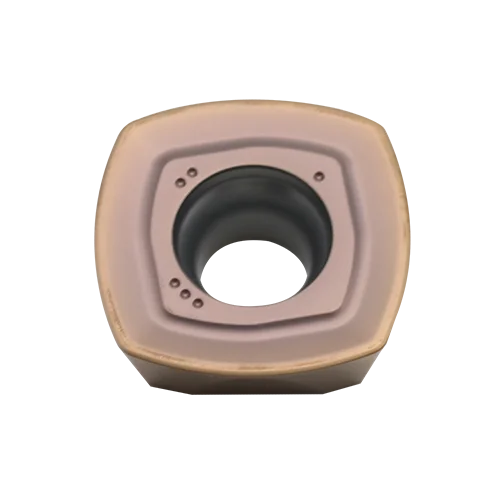
UKO has launched a series of fast-feed milling inserts, which can process a variety of workpieces like steel, stainless steel, titanium alloy, cast iron, etc. UKO Fast feed milling inserts including ENMU/LOGU/SDMT/SOMT and etc, that enable you to take advantage of this higher efficiency process. Different models of fast-feed CNC milling tools. With double-sided and multiple cutting-edge milling, it greatly improves processing efficiency and product service life.
Features:
- Machining faster and more efficiently.
- Stable performance and maximizes productivity.
- Economical double-sided milling inserts for roughing to finishing operations.
Resource
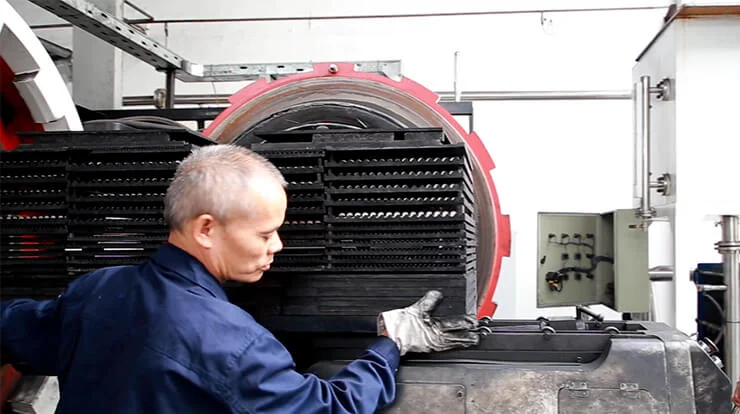
High-Feed Milling Mechanism is widely used for side milling, plunge milling, ramping and pocketing, slot milling in the die and mold industry,auto parts industries, etc.

Why choose us?
- 100% tungsten carbide raw material.
- Good wear and abrasive resistance.
- Precision ground and polished for aluminum using milling inserts.
- Better cost-effective CNC tools.
- R&D and production ability to keep up with market trends.
- Technical support ability to solve processing solutions for customers in all aspects.
- Adequate stock to ensure fast delivery.
FAQ
Since there are multiple options to combine particular tools and face milling operations, you may need some explanations on how to choose one. Here are some factors to pay attention to while making a decision:
Workload: Some types of face milling operations, like finishing with wiper inserts, suit the manufacturing of large batches of products better. It is correct only when the milling operations go with a combination of proper cutters. General face milling is an ideal option for mixes of small batches of components.
Your particular intent: For example, to remove large amounts of material rapidly and roughly or achieve the highest precision possible. Guide your choice accordingly.
Type of workpieces: In case you ordered castings, be prepared to apply for heavy-duty milling first. But if you have already prepared components, you can go with bare general face milling.
Design of a workpiece: It is highly inadvisable to mill over pre-drilled holes, for example. But the consistency of high feed machining consistency over the surface will severely deteriorate if applied to such a component. Heavy duty and general face milling are less demanding in this aspect.
Design of a finished component and technical requirements: It is frequent that you cannot achieve high precision by using, for example, heavy-duty or high feed milling. So be sure the chosen method meets the requirements set to the finished component’s design. Also, thin-walled components can be produced only by means of general face milling or finishing with wiper inserts (ineffective).
Material of a workpiece: Consider that high feed milling can be performed over the thick sheets of the durable metals by appropriate tooling. So, if you are unsure that a workpiece will withstand increased temperature and pressure, better go with general milling or finishing with wiper inserts.
You can make the decision regarding the choice of a face milling process alone. But do not forget to select an appropriate cutter with a sufficient entering angle as well as per their characteristics above.
Fast feed milling is a machining method that combines a shallow depth of cut with a high feed rate of up to 2.0 mm per tooth. This combination maximizes the amount of metal being removed from a part and increases the number of finished parts in a given time.
Indexable tools with a low-pressure angle of approx. 10°to 15° are often suitable for high-speed milling. Using a low-pressure angle reduces the chip thickness by up to 80 percent compared with tools with a 90° pressure angle. In this type of machining operation, feed rates per tooth (fz) of well over 1 mm are common. A further advantage of high-feed milling cutters is that the cutting forces flow almost entirely in the direction of the spindle. The result is minimal vibration during roughing operations with large overhangs.
A toric tool can imitate these effects. If the depth of cut (ap) is smaller than the cutting radius, the effective pressure angle decreases. The smaller the depth of cut, the more the distribution of forces shifts in the direction of the spindle.
Turning inserts shape symbol:

Turning inserts shape symbol T N M G:

Turning inserts shape symbol clearance angle:

Turning inserts inscribed circle diameter:

Turning inserts corner radius:

Turning inserts chip breaker and hole:
 Turning inserts thickness:
Turning inserts thickness:
 The height between insert bottom and nose:
The height between insert bottom and nose:

Carbide endmill is an industrial rotating cutting tool that can be used for milling operations, which is made from tungsten carbide (WC) and cobalt (Co) materials. They are also commonly referred to as a “carbide milling bit”. Center cutting end mill can be used for plunging operations (axial milling), and can also be used in side milling operations (radial milling). Non-center cutting bits may only be used in side milling applications.
The most common material used for end mills is tungsten carbide, but HSS (high speed steel) and Cobalt (high speed steel with cobalt as an alloy) are also available.
Aluminum-containing high-speed steel (HSS-Al) is smelted by a method of carbon (Al) elements based on molybdenum high-speed steel and is designed to increase thermal hardness and wear resistance.
The performance of the aluminum-containing high-speed steel is similar to the cobalt-containing ultra-hard high-speed steel, the hardness of the heat treatment is HRC67 ~ 69, the anti-bending strength is 290 kg / square millimeters, the impact value is 2.3~3kg 1m/cm² The high-temperature hardness at 600°C is HRC54~55.
Aluminum-containing high-speed steel (HSS-Al) forging performance and excellent cutting performance, but grinding performance is lower than normal high-speed steel when grinding with white jade wheels, and superior to high-speed steel and high vanadium high-speed steel and high vanadium Cobalt high-speed steel.
The durability of the HSS-Al tool is similar to the cobalt-containing ultra-hard high-speed steel, 1 to 2 times higher than the ordinary high-speed steel, up to 3 to 4 times.
Latest blog