Thread rolling tools including flat dies, planetary dies, thread rolling cylindrical dies and annular thrufeed threading dies adopt advanced alloy tool steel and professional vacuum heat treatment, so uniform hardness, extremely high stability, professional and rigorous manufacturing, and quality control, regardless of teeth, and the teeth are extremely high.
We offer good customization services, special specifications, such as screw thread, screw pitch, thread number, etc., can be customized according to customer’s needs.
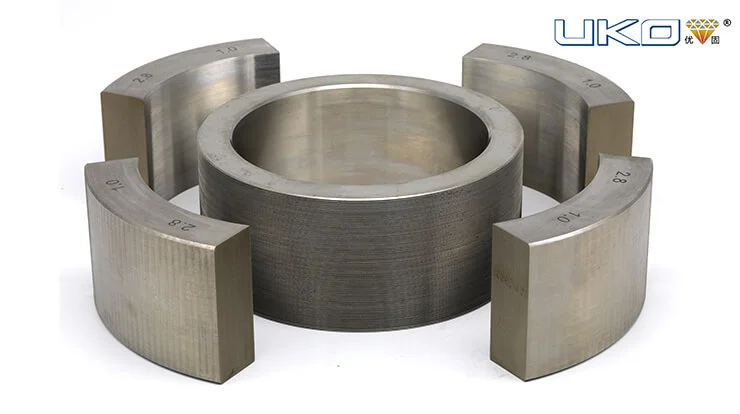
Annular thrufeed threading dies
Annular Thru-feed Threading Dies are used for rolling threads that exceed the max die width with the thread form ground on the die in straight rings, not helix.
- Made of selected tool steel Cr12MoV, high hardness and wear-resistance for a long lifespan.
- Uniform accurate threads for meeting precision threading demands.
- Smooth surface to produce a better thread.
- Easy installation and reduced setup time for higher production rates.
- Supplying dies for ALONSO, CAMPORESI, ESCOFIER, GROB, IZPE, MAGNAGHI, MAPRE, ORT, FRITZ WERNER, SENY, TESKER, TSUGAMI, YIEH CHEN, etc. thread rolling dies.
- Regrinding service is available.

| M/C MODEL | øA MAX | B | øC | RECOMMENDED WIDTH | NO. PER SET |
|---|---|---|---|---|---|
| ALONSO P10 | 170mm | 12mm | 54mm | 90mm max. | 2 |
| ALONSO P15 | 170mm | 12mm | 54mm | 130mm max. | 2 |
| ALONSO P25 | 195mm | 12.7mm | 69.85mm | 220mm max. | 2 |
| ALONSO P25 AUTO | 195mm | 12.7mm | 69.85mm | 220mm max. | 2 |
| CAMPORESI RB7 | 120mm | 8mm | 28mm | 60mm max. | 2 |
| ESCOFIER H12 | 170mm | 12mm | 54mm | 130mm max. | 2 |
| ESCOFIER H24 | 220mm | 12.7mm | 69.85mm | 160mm max. | 2 |
| ESCOFIER H30 | 220mm | 12.7mm | 69.85mm | 260mm max. | 2 |
| ESCOFIER H80 | 300mm | 32mm | 120mm | 300mm max. | 2 |
| GROB RM28X | 80mm | 6mm | 28mm | 70mm max. | 2 |
| GROB RM54A | 150mm | 12mm | 54mm | 160mm max. | 2 |
| IZPE RSC300 | 160mm | 12mm | 54mm | 120mm max. | 2 |
| IZPE RSC300H | 220mm | 12mm | 54mm | 200mm max. | 2 |
| MAGNAGHI T12 | 175mm | 12mm | 54mm | 200 mm | 2 |
| MAGNAGHI T30 | 215mm | 12.7mm | 69.85mm | 280mm | 2 |
| MAPRE 2B | 110mm | 12mm | 54mm | 130mm max. | 2 |
| MAPRE 3B | 190.5mm | 12.7mm | 69.85mm | 150mm max. | 2 |
| ORT ITALIA 18B | 185mm | 12mm | 54mm | 150mm max. | 2 |
| ORT ITALIA 3RP15 | 175mm | 12mm | 40mm | 80mm max. | 2 |
| ORT ITALIA 3RP42 | 215mm | 16mm | 69.85mm | 150mm max. | 2 |
| ORT ITALIA 3RP8 | 80mm | 6mm | 28mm | 150mm max. | 2 |
| PEE WEE P5 | 120mm | 10mm | 40mm | 38mm max. | 2 |
| PEE WEE P12 | 152.4mm | 12mm | 54mm | 130mm max. | 2 |
| PEE WEE P20 | 195mm | 12mm | 54mm | 160mm max. | 2 |
| SENY D25 | 125mm | 12mm | 40mm | 50mm max. | 2 |
| SENY D30 | 100mm | 12mm | 40mm | 50mm max. | 2 |
| SENY D44H | 120mm | 12mm | 40mm | 80mm max. | 2 |
| SENY D40H | 120mm | 12mm | 40mm | 70mm max. | 2 |
| SENY D50H | 170mm | 12mm | 54mm | 100mm max. | 2 |
| SENY D75B | 170mm | 12mm | 54mm | 160mm max. | 2 |
| G07 THOMMEN | 95mm | 6mm | 28mm | 55mm max. | 2 |
| G15 THOMMEN | 150mm | 12mm | 54mm | 130mm max. | 2 |
| G17 THOMMEN | 148mm | 12mm | 54mm | 130mm max. | 3 |
| TESKER 200 | 127mm | Various | Various | 82.6mm max. | 2 |
| TESKER 215 | 152.4mm | Various | Various | 114.3mm max. | 2 |
| TESKER 320 | 203.2mm | Various | Various | 139.7mm max. | 2 |
| TESKER 635 | 254mm | Various | Various | 203.2mm max. | 2 |
| TSUGAMI T15 | 180mm | 12mm | 54mm | 150mm max. | 2 |
| TSUGAMI T25D | 210mm | 18mm | 85mm | 300mm max. | 2 |
| YIEH CHEN 30A | 80mm | 25.4mm | 6.35mm | 40mm max. | 3 |
| YIEH CHEN 60A/AP | 140mm | 40mm | 12mm | 50mm max. | 3 |
| YIEH CHEN 420 | 150mm | 54mm | 12mm | 80mm max. | 2 |
| YIEH CHEN 530 | 180mm | 54mm | 12mm | 150mm max. | 2 |
| Problems | Reasons | Solutions |
|---|---|---|
| Slivers or flakes | Dies not in match | Resynchronize rolls |
| Center line of rolls not parallel with center line of work | Check slide for alignment | |
| Deep cross-nicking on dies | Check slide gib and springs. Tighten adapter if used. | |
| Feed rate too slow, causing rolls to slip on work | Increase rate of penetration | |
| Rough finish on blank | Regrind tooling | |
| Machine and dies too large and clumsy for the job | Use correct rolls for job | |
| Overfilling dies | Reduce blank diameter | |
| Material not adaptable to cold-working | Change material. Check with material supplier. | |
| Seamy stock | Not suitable for roll threading | |
| Poor finish on thread | Corresponding poor finish on the dies | Replace rolls |
| Dies that are worn out or broken | Replace rolls | |
| Dies not in match | Resynchronize rolls | |
| Chips, from other operations, between rolls and work. | Make sure a good jet of clean oil is reaching rolling position. | |
| Material accumulated in threads on roll | Replace rolls if material cannot be removed. | |
| Material not ductile enough for coldworking | Change material | |
| Split thread | Seamy stock | Change stock |
| Dies too short for the job | Replace rolls | |
| Drunken Threads | Rolls not in match | Resynchronize rolls |
| Center line of rolls not parallel with center line of work | Check slide for alignment | |
| Inaccurate rolls | Replace rolls | |
| Work bending during rolling. | Support part during rolling operation or slow down penetration rate if possible |
Planetary thread rolling dies
- Heat-treated tool steel with superior performance
- Accurate and precise machined as drawing
- Easy installation
- Long lifespan
- Supplying dies for Prutton, Ingramatic, Omega, Enkotec, Zeus, Ruja, Sakamura, Ticho, Salvi, Sima. etc thread rolling machines
- We offer regrind service for worn dies
| Machine Builders | Rolled thread / Nominal dia. | Rolled thread / Thread Length | Rolling speed (pcs./min.) | Feed system | Dies width(T) | Segment dies / Outside dia. | Segment dies / Center angle | Roller dies / Internal dia | Roller dies / Key-way width | |
|---|---|---|---|---|---|---|---|---|---|---|
| Sakamura Kikai | SSR30 | 3~10 | ~80 | 300~400 | Cam | ~80 | 240 | 120° | 127 | 13 |
| SSR50 | 12~16 | ~80 | 150~200 | Cam | ~80 | 340 | 120° | 127 | 13 | |
| SSR50D | 12~16 | ~80 | 150~200 | Cam | ~80 | 340 | 120° | 152.4 | 15 | |
| SSR70 | 16~22 | ~75 | 100~150 | Cam | ~75 | 420 | 120° | 228.6 | 18 | |
| FR220 | ~6 | ~35 | 350max | Cam | ~35 | 165 | 120° | 65 | 13 | |
| FR325 | 6~8 | ~90 | 200~300 | Cam | ~90 | 190 | 120° | 85 | 13 | |
| FR325S | 6~8 | ~90 | 200~300 | Cam | ~90 | 200 | 120° | 85 | 13 | |
| FR330 | 8~10 | ~90 | 200~300 | Cam | ~90 | 220 | 120° | 100 | 13 | |
| Teijin Seiki | TR6 | 3~8 | ~50 | ~1200 | CW※ | ~50 | 250 | 120° | 127 | 13 |
| Dainichi Tekko | RR200 | 3~6 | ~50 | 200~600 | Cam | ~52.25 | 241.5 | (100mm) | 140 | -10 |
| Kamiyama Tekko | KRT600 | 3~6 | ~50 | 600 | Cam | ~50 | 241.4 | 90° | 10 | 12.7 |
| KRT450 | 8~12 | ~80 | 450 | Cam | ~80 | 360 | 120° | 180 | 15 | |
| WATERBURY | No.1 | 3~6 | ~57.2 | Cam | ~57.2 | 241.3 | 120° | 127 | 12.7 | |
| No.10 | 3~6 | ~57.2 | Cam | ~57.2 | 241.3 | 90° | 127 | 12.7 | ||
| INGRAMTIC | GR1 | 1.7~4 | ~22 | Cam | ~22 | 120 | 90° | 40 | 10 | |
| GR2 | 4~8 | ~50 | Cam | ~50 | 241.3 | 90° | 127 | 12.8 | ||
| OMEGA | RR4 | 2~4 | ~20 | Cam | ~20 | 120 | 90° | 40 | 10 | |
| RR6 | 2.6~6 | ~40 | Cam | ~40 | 241.3 | 120° | 127 | 13 | ||
| SACMA | RU2 | 4~12 | ~69.9 | Cam | ~69.9 | 280 | 120° | 127 | 12.7 | |




Resource


Thread rolling dies is a special tool for processing taps and bolts. It is the most commonly used thread making tool for processing screws and bolts in the standard fastener industry. The processing principle mainly adopts cold extrusion. Cold extrusion has the advantages of high production efficiency, low processing cost, high thread precision and strength, good surface quality and so on.
Thread rolling dies are generally formed by cold rolling. They are not processed after heat treatment. During operation, the tooth shall bear severe impact load and extrusion stress. After heat treatment, the hardness within 3 to 5mm below the tooth root is 58 to 61hrc, the quenched martensite is less than grade 3, and there is no decarburization on the tooth surface.
Thread rolling dies should have high hardness, wear resistance, sufficient strength, certain impact force and strong fatigue resistance. It is made of 9SiCr and Cr12MoV steel. The hardness of the working part is 59 ~ 62Hrc. If it is > 62Hrc, it is easy to collapse and if it is < 59HRC, it is easy to wear; Quenched martensite < grade 3; The working surface shall be free of decarburization and low hardness; The surface of the wire take-up plate shall be free of cracks, nicks, rust, grinding burns and other defects affecting the service performance.
The materials selected for thread rolling dies shall have the following properties:
- Good hardenability, high matrix hardness and good wear resistance;
- Good dimensional stability;
- Good impact toughness and appropriate strength;
- Good machinability and hot machinability.
Therefore, the common materials suitable for manufacturing are 9SiCr, Cr12 or Cr12MoV, but most factories use 9SiCr at present.
Latest blog